
正式名称
プラスチックマグネット(プラスチック磁石・ボンドマグネット・ボンド磁石)の学術的な正式名称は、リジットボンドマグネット(rigid bonded magnet)です。一般的に、学名が使われることは少なく、世界的に論文発表等では、上記が正式な名称となります。用途目的に応じで馴染むよう、様々な名称で呼ばれています。

製造方法
プラスチックマグネットの成形方法は2種類あります。熱可塑性樹脂はインジェクション成形(射出成形)、熱硬化性樹脂はコンプレッション成形(圧縮成形)で成形されます。通常、射出成形、若しくは圧縮成形と端的に呼称し、製法が何れであるか判断されています。ここでは主に、射出成形を中心に紹介致します。
プラスチック樹脂ペレット
プラスチックマグネットの材料は、樹脂の射出成形同様、ペレット状(お米のような大きさの粒状)のプラスチック樹脂と、数種類の添加剤を混合した材料を用います。


メリット
焼結磁石と比較して、樹脂は柔軟性があり、割れ欠けクラックが少なく、研磨無しの焼結磁石よりも寸法精度に優れています。焼結磁石よりも複雑で、特殊な形状で成形が可能です。生産工程が少なく、焼結磁石に比べ短納期です。設計よっては、シャフト(棒状の金属)一体成形、プレート(板状の金属)一体成形など、金属や他の樹脂部品と一体で成形する事も可能です。また、焼結磁石のような研磨ではなく、切削加工によって、寸法精度を向上することも可能です。樹脂を含有する為、膨張収縮がありますが、焼結磁石も研磨前の製品にバラツキがあり、後加工による寸法精度は、焼結磁石と同等程度です。研磨は一度にマグネット投入し、加工できますが、切削加工は、マグネット1つ1つセットして加工する為、コスト的には研磨の方が、安くなります。

デメリット
同じフェライト磁石の場合、焼結磁石と比較すると、価格は数倍高価です。更に樹脂が含有する分、焼結磁石よりも磁力は低くなります。また使用する樹脂により、吸水や加熱によって膨張収縮の寸法変化が発生します。耐熱性として磁石自体の耐熱温度もありますが、プラスチックマグネットの場合、プラスチック自体の耐熱温度も加味しなければなりません。形状によってはプラスチック特有のソリやヒケなどの考慮も必要です。形状や設計、金型の取数によっては、バリや気泡の発生、マグネットの粗密、割れ欠けに繋がる恐れがあります。設計の際は、金型と射出成形知識、マグネット知識、そしてプラスチックマグネット特有の知識が必要です。

磁性材料粉末
プラスチック樹脂に混合する磁性粉末は、フェライト磁石以外に、以下希土類の属する、ネオジム磁石(NdFeB)、サマリウムコバルト磁石(SmCo)、サマリウム鉄窒素磁石(SmFeN)など、使用環境により小型軽量と高性能化へ一層の充実を計り、多岐に対応できます。プラスチックマグネットの希土類材料価格は、フェライトと比較し、数倍から高価材料は40倍となります。


フェライト原料粉


希土類原料粉
樹脂の種類
樹脂の種類は、12ナイロン(PA12)・6ナイロン(PA6)・ポニフェニレンサルファイド(PPS)など、材質が分けられています。ナイロンの総称は、デュポン社の商品名で、正式名称はポリアミド(PA)となります。ここでは一般的な呼称のナイロンで説明致します。現在6ナイロンは吸水性が高い為、腐食の可能性がある希土類磁石との組み合わせは、ありません。フェライト磁石は酸化鉄(鉄錆び)を使用している為、基本的に磁石自体は腐食しません。

射出成型機の原理と製法
射出成形の場合、先程説明したペレットを乾燥させます。ナイロンは吸水性がある為、乾燥することで、成形機内や金型内において、樹脂の加水分解を抑制します。プラスチックマグネット専用の成形機や金型を使用して、射出成形機シリンダー内で、加熱と圧縮でペレットを溶融します。このマグネット入り溶融樹脂を、成形機スクリューによって、成形機内の金型に流し込みます。流し込んだ溶融樹脂を金型内で冷やし、固化することによって、金型形状が転写製造され、プラスチックマグネットが完成します。

千葉工場 射出成型機
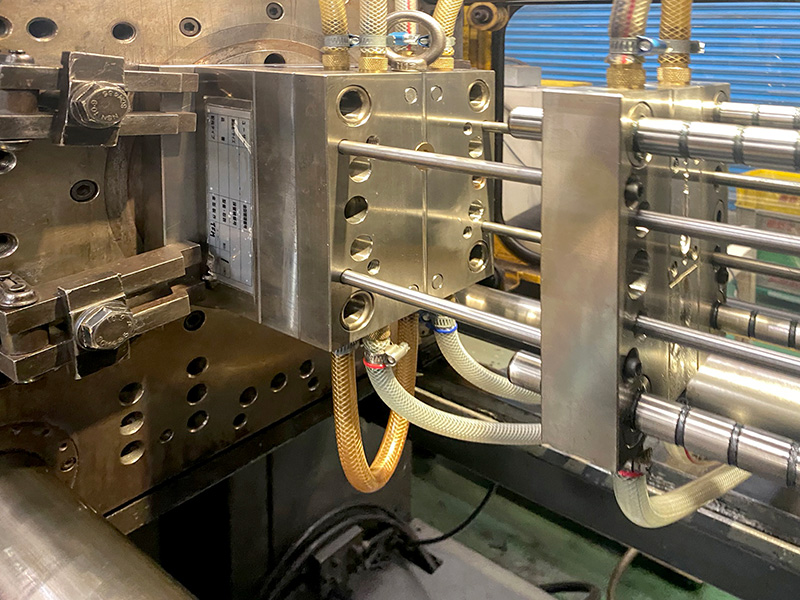
金型 成型機内部
- ペレット状材料を乾燥(乾燥有無はペレットによる)。
- ペレット材を成形機に投入。
- 成形機シリンダー内でヒーター加熱とスクリュー加圧によりペレット溶融。
- 成形機シリンダー内のスクリューで溶融樹脂を押して金型に溶融樹脂を流す。
- 溶融樹脂を金型内で冷やして固める。
- 冷えて固まった溶融樹脂はプラスチックマグネットとなり金型から取り出す。

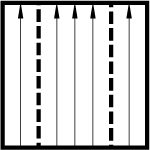
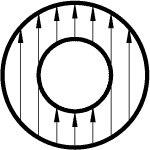
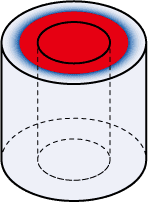
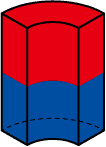
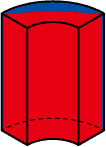
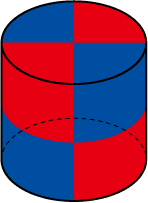
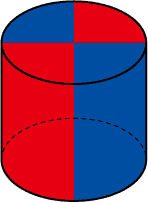
等方性と異方性
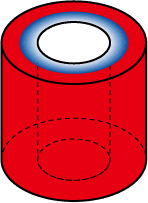
磁極性は、磁区配向により、等方性と異方性の2種類に大別されます。等方性は磁石内の配向を揃えておらず、どの方向にも着磁ができます。製法として磁力は異方性と比較して、弱くなります。異方性は、磁場を配向させることにより、その一定方向への磁力を高くできます。製法として等方性と比較してある一定方向への磁力が高くなります。


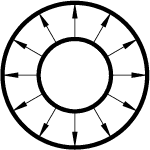
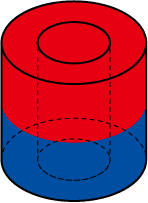
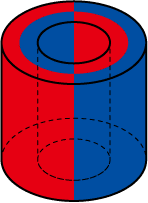
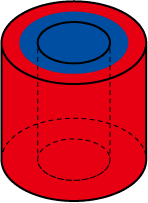
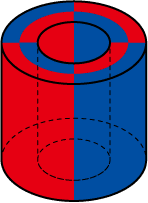
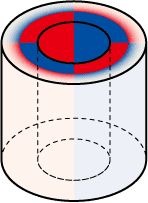
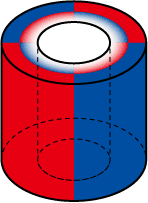
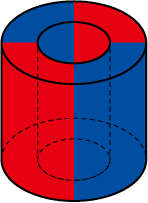
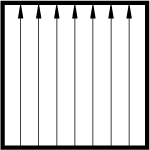
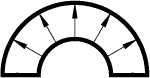
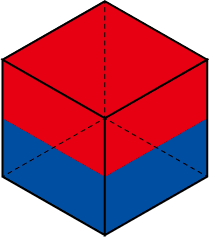
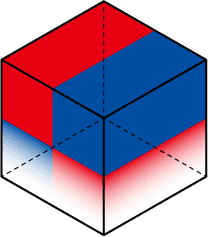
磁化(着磁)方向
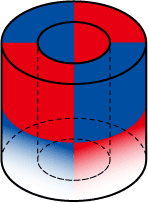
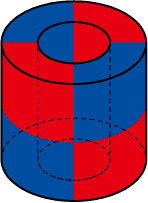
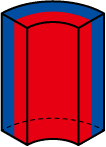
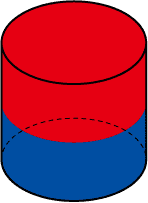
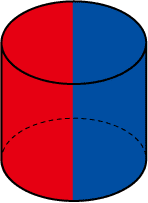
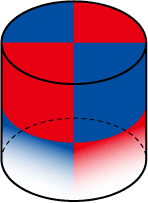
異方性の磁区配向は、アキシャル(上下・軸方向)、ラジアル(周・放射状方向)、極異方性など、用途と特徴によって、磁化方向と着磁方法が異なります。等方性は着磁機と着磁ヨークを使用して配向させることにより着磁後マグネットとなります。アキシャル品やラジアル品は成形のまま使用するマグネットもありますが多くは一度ラジアル・アキシャルの脱磁後あらためて使用極数を着磁機と着磁ヨークで配向させることにより使用用途のマグネットとなる事が多い異方性マグネットとなります。極異方性については、金型内に予め設計した磁場配向を決めたパターンの磁場配向装置を金型内に組み込み、組み込んだ磁場配向装置で配向を決めてマグネットをつくります。極異方性は既にマグネット使用用途に合わせて磁力が入った状態でプラスチックマグネットができるため、後からの着磁は基本的に不要です。
リング型・筒形
| 成型 | 磁場配向 | アキシャル | ラジアル | 極異方性 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 軸 | 放射状 | 周 | ||||||||||||||
| 磁化方向 | 上下方向 | 径一軸方向 | 内外径方向 | 内径方向 | 外径方向 | 外周方向 | ||||||||||
|
|
|

|
|||||||||||||
| リング型 | NS | No. | A | B | C | D | E | F | G | |||||||
| 単極 | 1 | 上下単極 | - | 径方向 | 内外径単極ラジアル | 内径単極ラジアル | 外周単極ラジアル | - | ||||||||
|
- |
|
|
|
|
- | ||||||||||
| 多極 | 2 | 上下片面多極 | 上下両面多極 | - | 内外径多極ラジアル | 内径多極ラジアル | 外径多極ラジアル | 外周多極 | ||||||||
|
|
- |
|
|
|
|
||||||||||
C型・セグメント型・アーク型
| 成型 | 磁場配向 | アキシャル | ラジアル | |||||
|---|---|---|---|---|---|---|---|---|
| 軸 | 放射状 | |||||||
| 磁化方向 | 上下方向 | 径一軸方向 | 内外径方向 | |||||
|

|
|
||||||
| アーク型C型 | NS | No. | A | B | C | |||
| 単極 | 1 | 上下単極 | 内外径単極 | 内外径単極 | ||||
|
|
|
||||||
丸型
| 成型 | 磁場配向 | アキシャル | 極異方性 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 軸 | 周 | |||||||||
| 磁化方向 | 上下方向 | 径方向 | 外周方向 | |||||||
|
|

|

|
||||||||
| 丸型 | NS | No. | A | B | C | D | ||||
| 単極 | 1 | 上下方向 | - | 径方向 | - | |||||
|
- |
|
- | |||||||
| 多極 | 2 | 上下片面多極 | 上下両面多極 | - | 外周多極 | |||||
|
|
- |
|
|||||||
角型
| 成型 | 磁場配向 | アキシャル | ||||
|---|---|---|---|---|---|---|
| 軸 | ||||||
| 磁化方向 | 上下方向 | |||||
|
|
||||||
| 角型 | NS | No. | A | B | ||
| 単極 | 1 | 上下単極 | - | |||
|
- | |||||
| 多極 | 2 | 上下片面多極 | 上下両面多極 | |||
|
|
|||||
使用用途
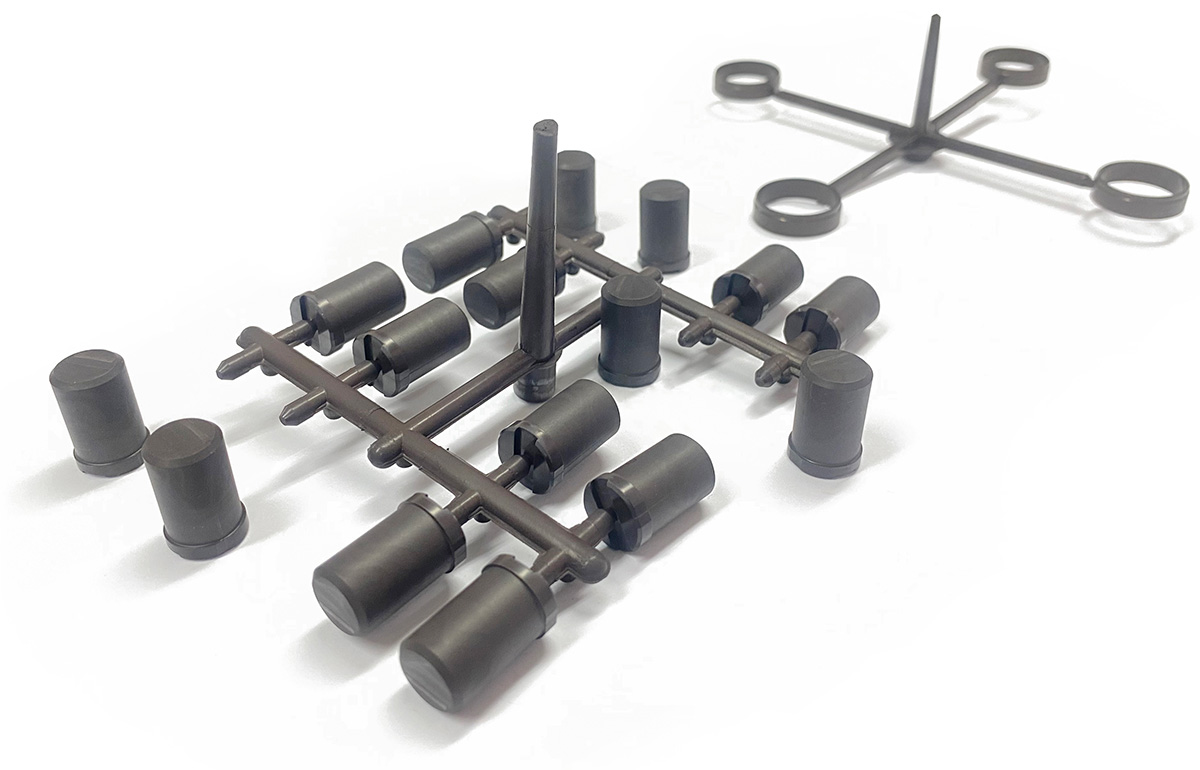
プラスチックマグネットは、工業製品や生活家電の各種センサーやモーター、OA機器駆動部や、トナーを均一にするマグネットローラー(マグロール)、ポンプ、吸着雑貨、映像音響機器装置など、幅広い分野の製品内部に用いられています。近年ではハイブリッド自動車、電気自動車などの自動車用電動ウォーターポンプ駆動や、EGRバルブ、ガソリン封鎖弁、車載センサー等に使用されています。
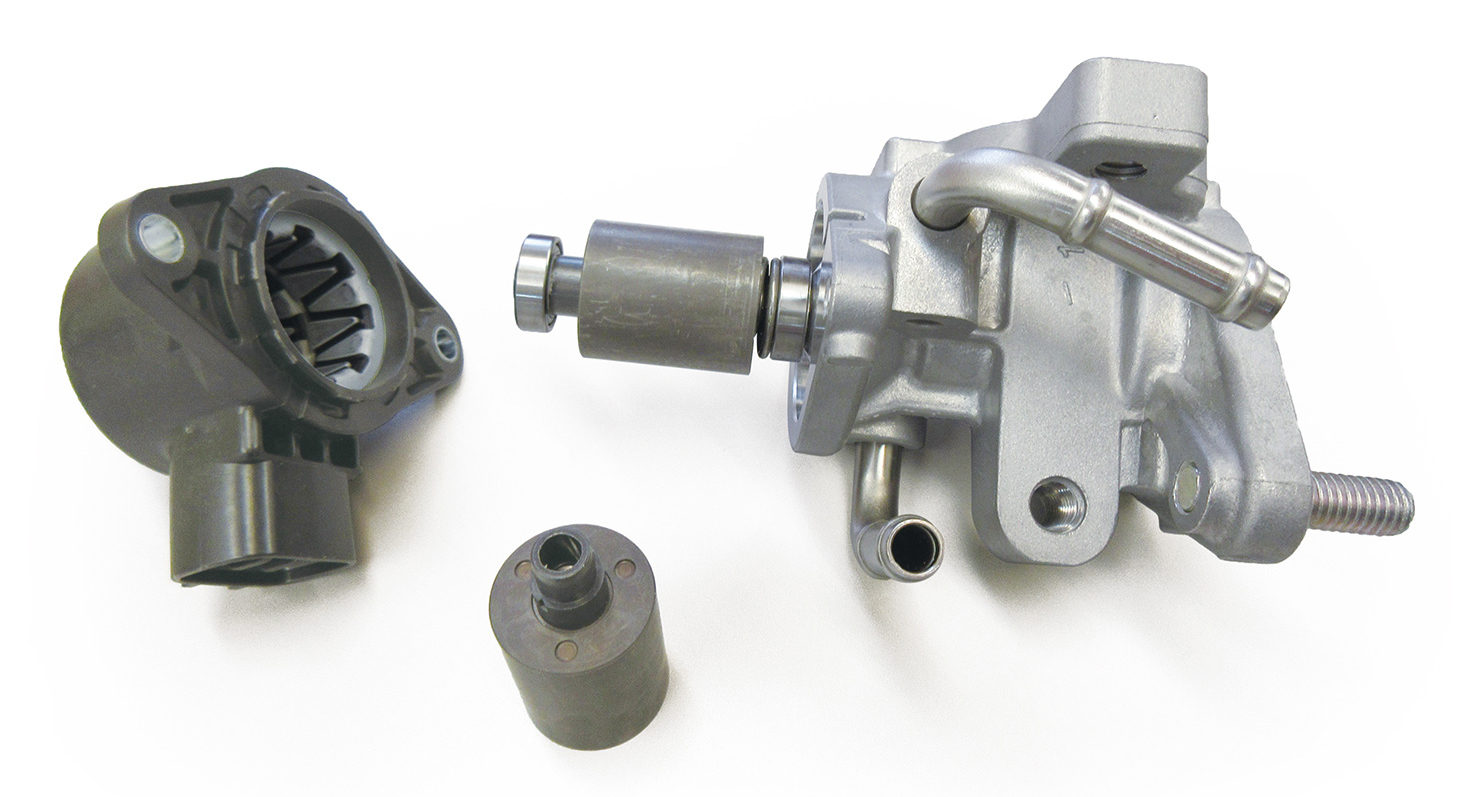
円筒形ローター【車載用】
エンジン用Exhaust Gas Recirculation(排気再循環=EGR)バルブ。排気ガスを燃焼室に戻す量を制御する。マグネットを回転させて、マグネット内にインサートした内径雌ネジ付きガイド部でシャフトをスライドさせてバルブを開閉する。極異方性。
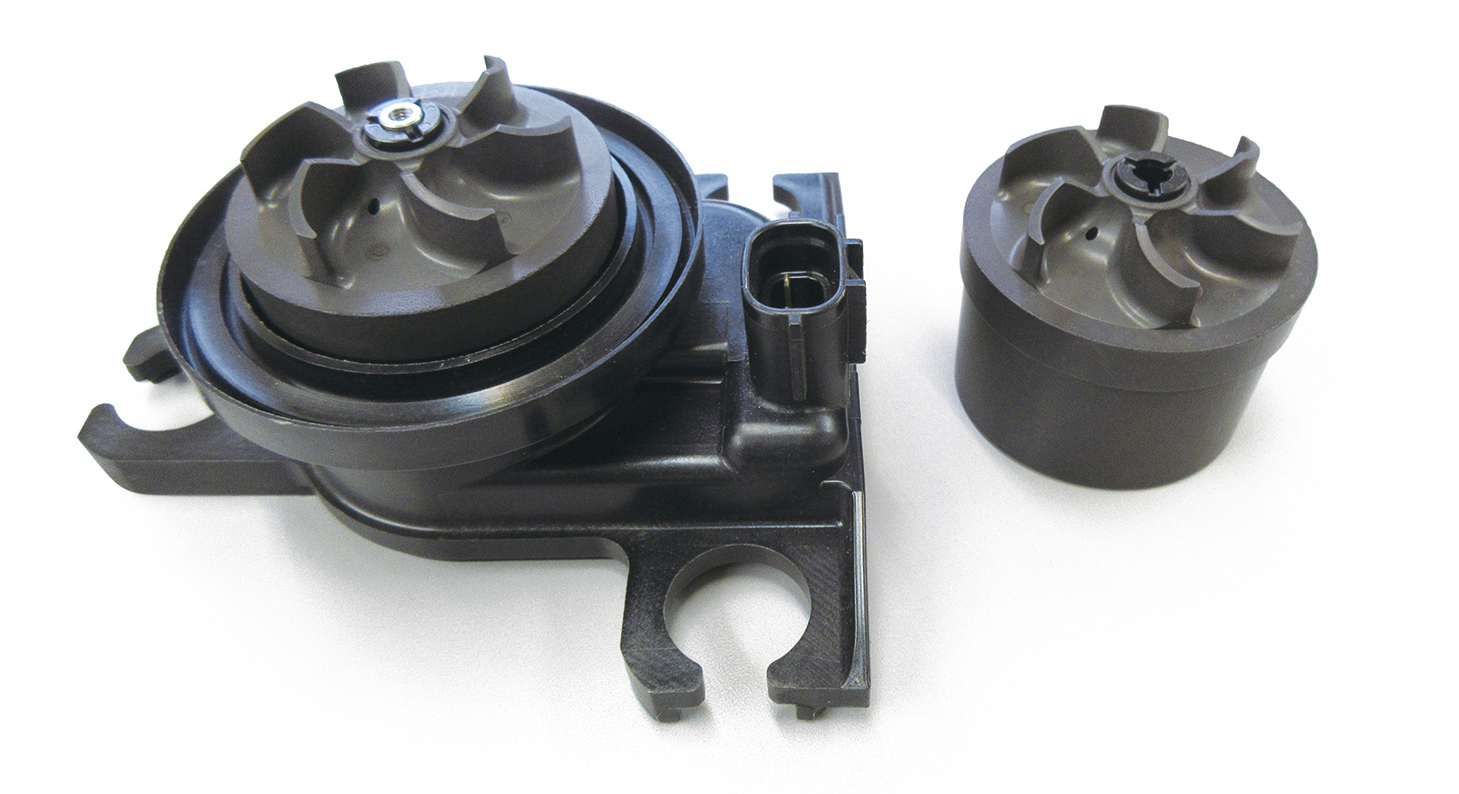
インペラー(羽根車)【車載用】
車載用ウォーターポンプ。エンジン車は動力機械式でポンプを回しているが、ハイブリット車では止まってしまう。そこで電気で冷却水を回すためにインペラー付きのプラマグを用いる。内径極異方性成形による多極磁石。
樹脂インサートローター【車載用】
スライドドア用センサー。スライドドアに何かが挟まった際にセンサーが感知してドアを開ける。上下異方性成形、平面多極に着磁して使われる。

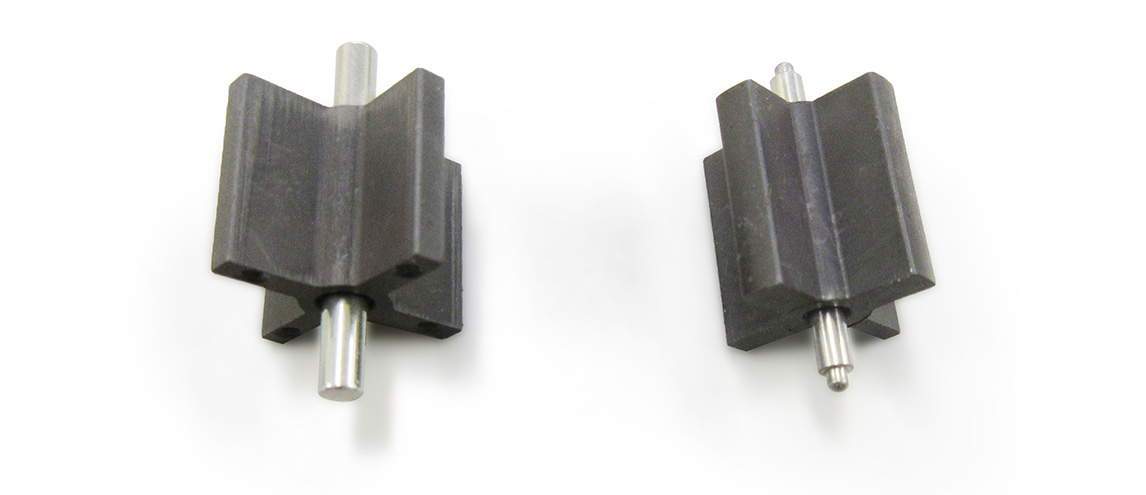
円柱形部材【車載用】
オイルタンク内に取付けられ、オイル中の鉄系スラッジ除去に使用される。デファレンシャルギア(デフ)オイル・オートマチック(AT)オイルなどの浄化が主な用途。円柱の端面から見て左右に極が配置される。

シャフトインサートローター【家電・民生機器用】
冷蔵庫のブラシレスモーター・特殊冷蔵庫のファンモーター・パチンコのヤクモノ開閉モーター・OA 機器モーターなどに使用される。極異方性またはラジアル異方性。

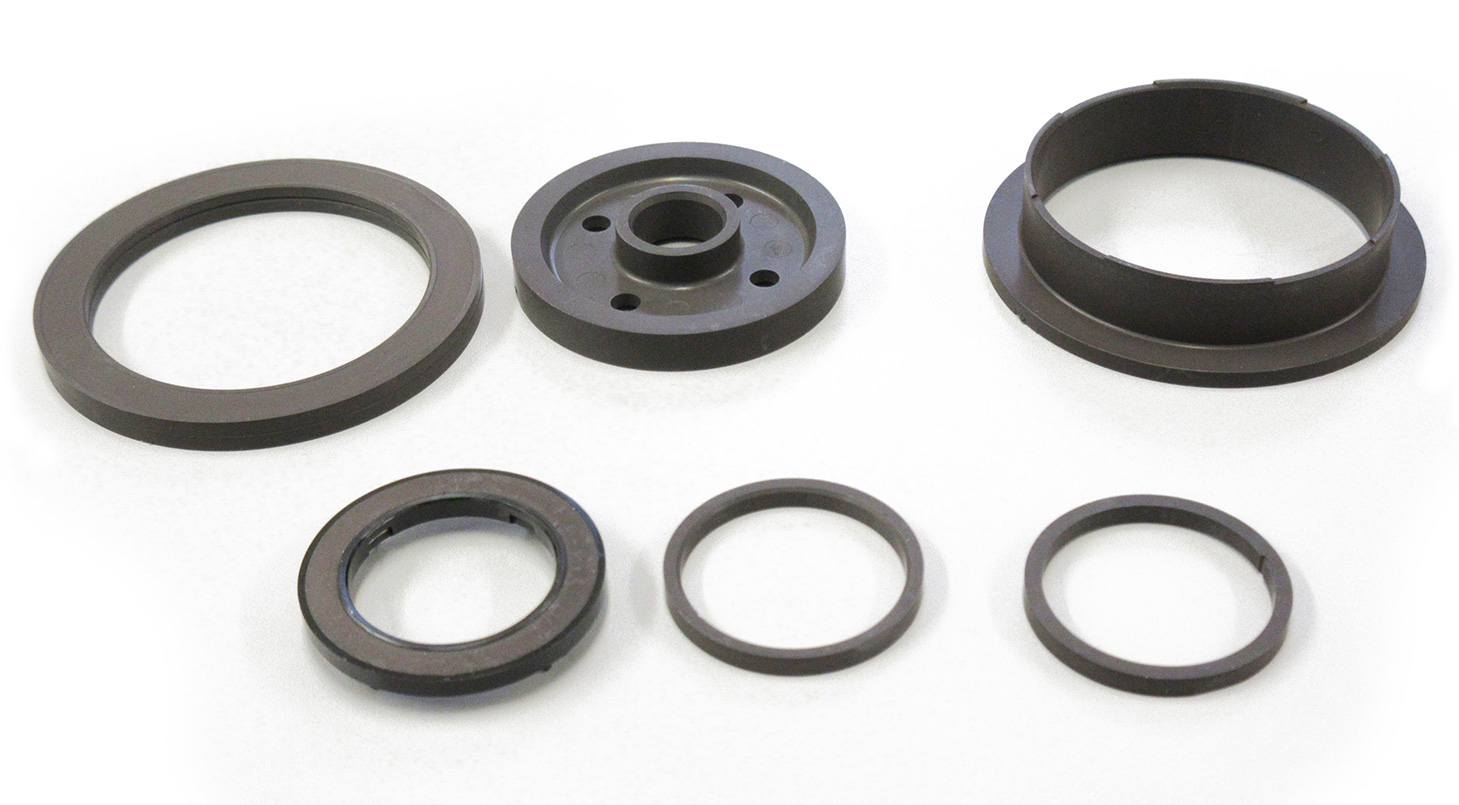
円筒リング【給湯器用】
ポンプモーター用の回転子または固定子。インペラー付きのマグネットは温暖地域のシャワー用ポンプに使用される。極異方性成形による多極磁石。
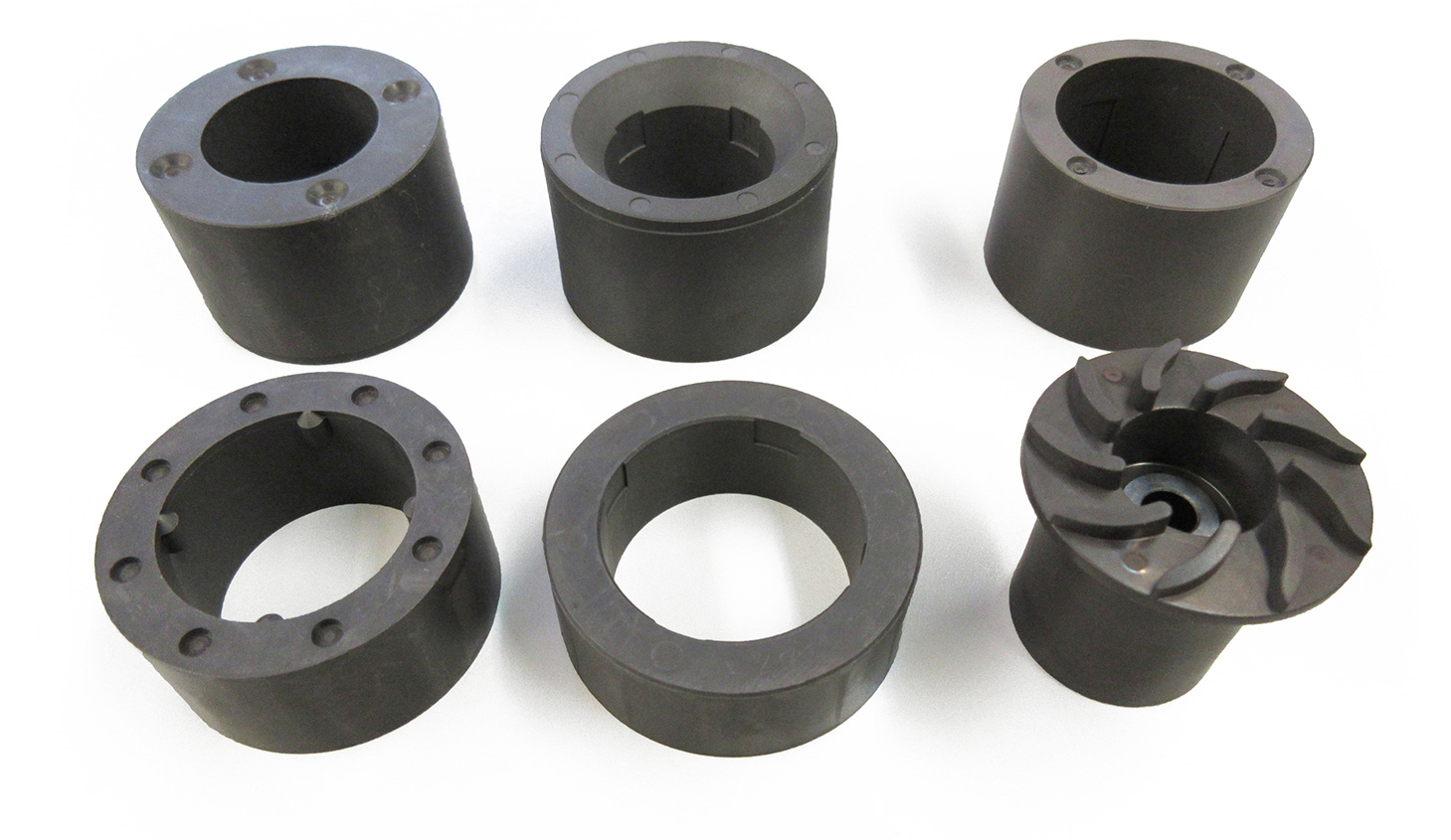
インペラー(羽根車)【給湯器用】
気体流管や水流管内で使われ、管内を流れる気体や水を羽根状の樹脂部品で渦状に流す事でプラマグの羽根が回り、一定流量以上が流れていることを検知している。給湯器に水が流れている際はガスは流して良い。水が流れていないときは空だきになるのでガスを止める。極異方性。
樹脂インサートローター【民生機器用】
特殊な大型時計や24 時間タイマー用など。インサート成形のギアを介して針や接点を作動させる。極異方性または上下異方性成形し、後者の場合多極に着磁して使われる。
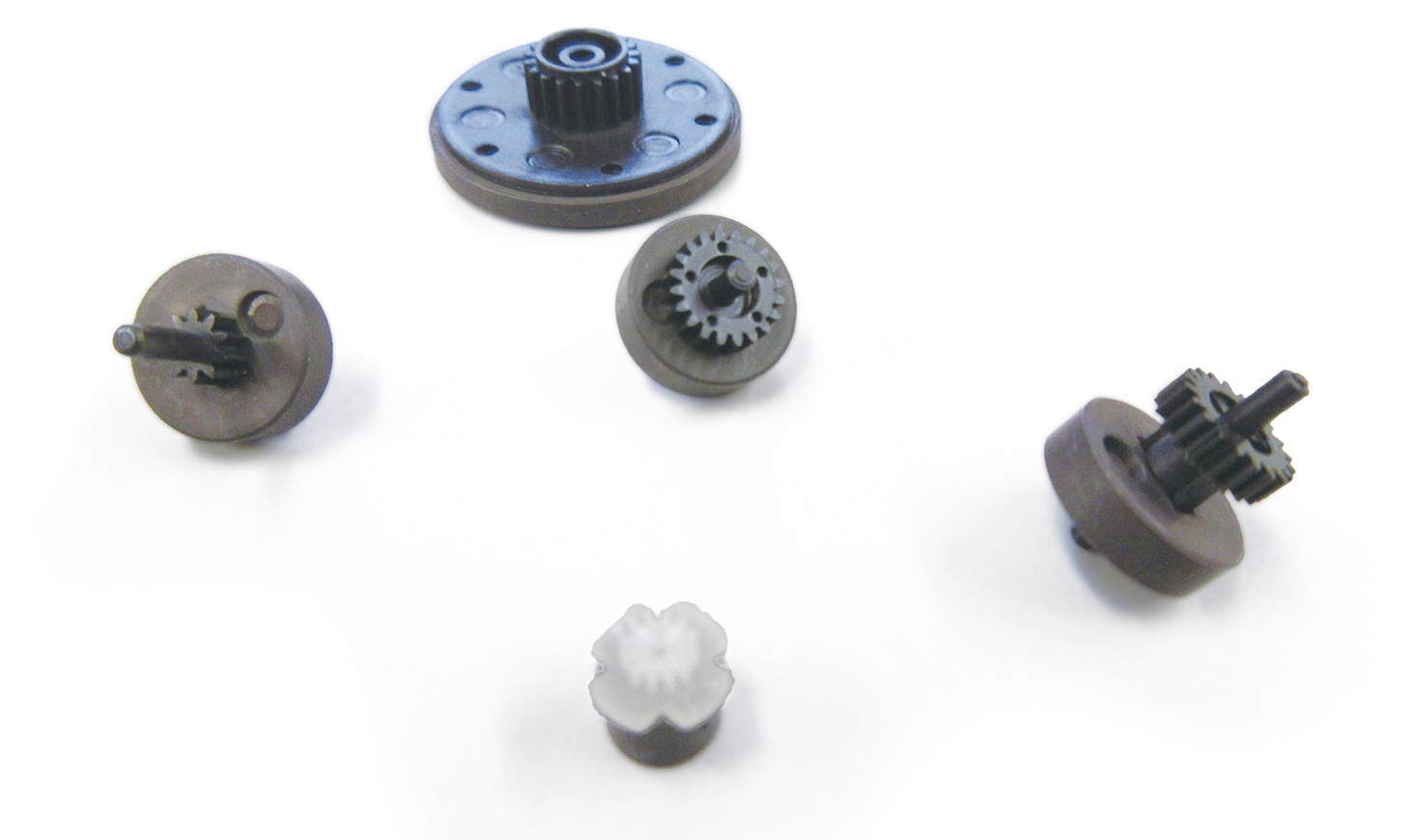
真鍮インサートローター【民生機器用】
センサー用途。真鍮の外径が大きいと真鍮と異方性プラマグ材との収縮率の差が大きくなり割れが発生しやすく、成形がやや難しい。極異方性または上下異方性成形し、後者の場合多極に着磁して使われる。

プレートインサートローター【民生機器用】
中に強い磁石を入れて、駆動モーター兼フラックス・ゲート(FG) センサーに使われる。主に等方性プラマグ材のため、真鍮インサートよりはプラマグ材の柔軟性(ナイロン量が多い)が大きく成形は比較的易しい。等方性成形して、パルスで多極着磁して使われる。
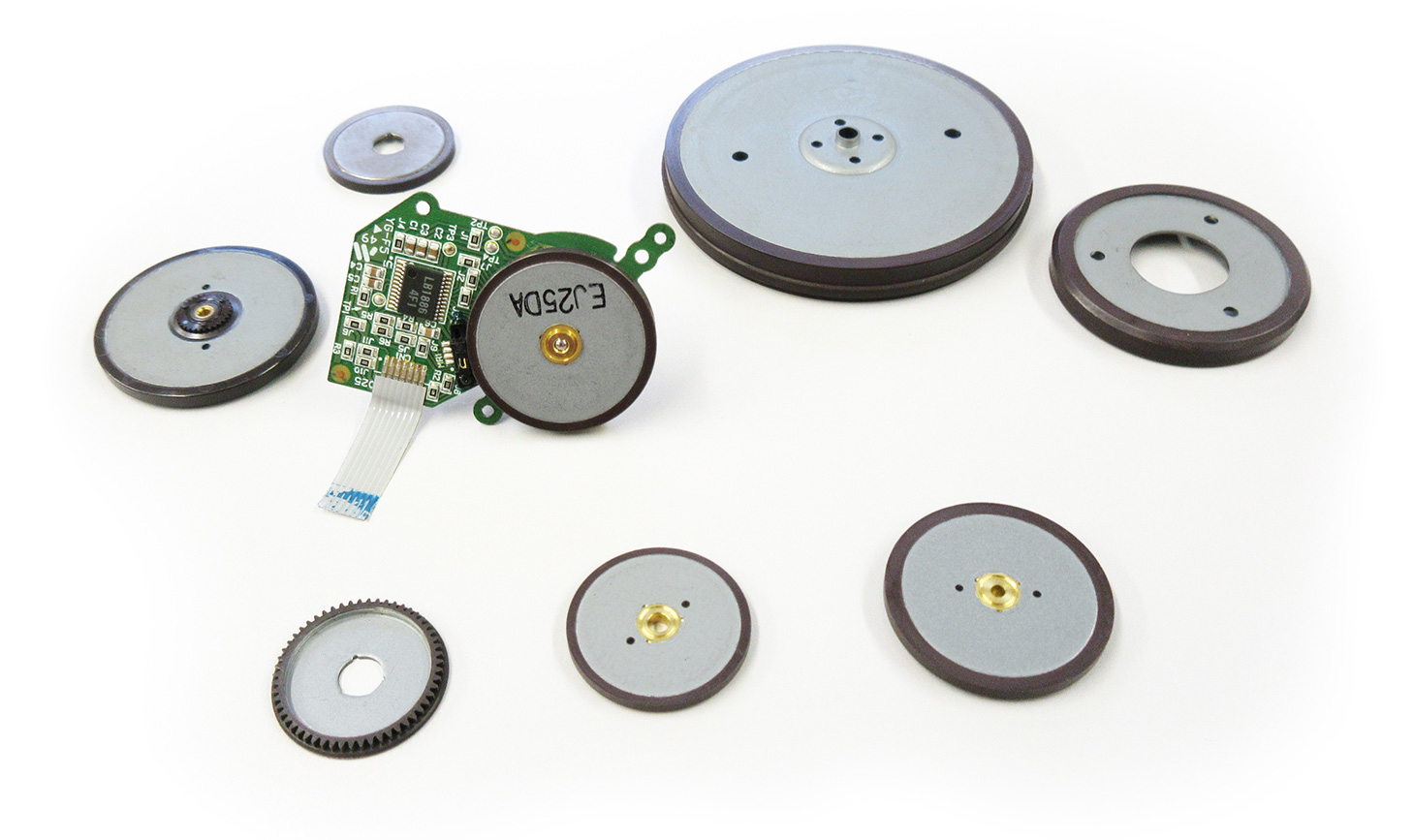
リング状ローター【電動アシスト自転車用
ホイルセンサー。トルク感知センサー・車速センサー・クランク回転センサーがある。上下異方性またはラジアル異方性成形で、多極に着磁して使われる。
小型部材【携帯電話カメラ用】
携帯電話カメラの絞り駆動用マグネット。弊社プラマグとしては最小レベル(およそφ1.7×φ0.6×1.3mm)。このサイズの成形には等方性での対応となる。
大径リング【特殊空調機用】
センサーに使用する。弊社プラマグとしては最大径(およそφ138mm)。等方性または上下異方性成形。

日本国内市場において、プラスチックマグネットとラバーマグネットの、各社メーカーの賛同により、日本ボンド磁性材料協会(JABM)を組織しています。協会では、ボンド磁石技術の発展と情報共有を目的として、磁石勉強会の寺子屋、技術例会、BM(ボンドマグネット)シンポジュウムなどを、定期的に開催しています。寺子屋に関しては、磁石の基礎知識ある上での勉強会と、心得られています。定期的に会員限定のBM Newsを出版発行しており、主に技術例会レポート、BMシンポジウムレポート、ボンド磁石の生産需要動向と統計などが、記載されています。
https://www.jabm03.com/