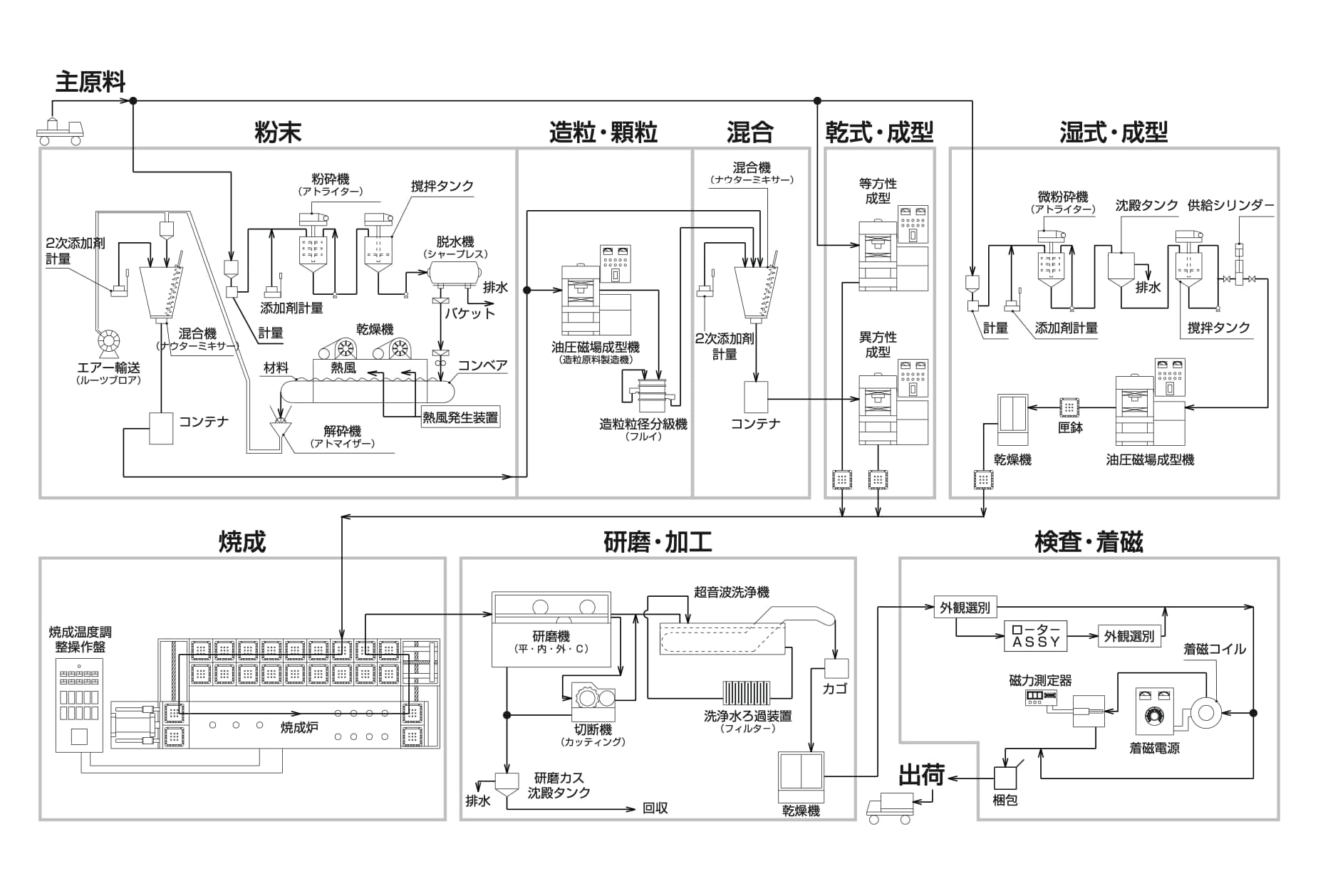
焼結フェライト磁石 生産工程
| 生産 | 製法 | 画像 | 動画 | 異方性 Sr | 等方性 Sr | 形態 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 乾式 | 湿式 | 乾式 | ||||||||||||
| 粉末 | 顆粒 | 水系スラリー | 顆粒 | |||||||||||
| 工場 | 部署 | 工程 | No. | 材料機器 | THD3G THD4 |
THD3N | THW5B THW6B |
TF | ||||||
| 千葉 | 原料課 | 主原料 | 1 | 原料貯蔵 PVA |
結合剤 ポリビニルアルコール https://ja.wikipedia.org/wiki/ ポリビニルアルコール |
● | 粉状 | |||||||
| 2 | PVAを混合 攪拌機付ホッパー |
● | ||||||||||||
| 3 | 原料貯蔵 Ba |
フェライト磁性粉の大元となる、原材料を調達します。 Fe2O3 二酸化酸化鉄合金製造過程の副産物。 https://ja.wikipedia.org/wiki/ 日本製鉄東日本製鉄所#鹿島地区Ba バリウム ttps://ja.wikipedia.org/wiki/ソルベイ_(企業) |

|
● | ||||||||||
| 4 | 原料貯蔵 Sr |
フェライト磁性粉の大元となる、原材料を調達します。 Fe2O3 二酸化酸化鉄合金製造過程の副産物。 https://ja.wikipedia.org/wiki/日本製鉄東日本製鉄所#鹿島地区 SrCO3 炭酸ストロンチウム ttps://ja.wikipedia.org/wiki/ソルベイ_(企業) |

|

|
● | ● | ● | |||||||
| 5 | 酌量 | 原料を調合する為に、酌量ホッパーに投下します。 | ● | ● | ● | |||||||||
| 6 | 粗混合 ナウターミキサー |
斜めに取り付けられたスクリュー軸の自転により、 原料を掻き上げながら攪拌・混合を行い、比重差を安定させます。 |
● | ● | ● | |||||||||
| 7 | 混合 振動ミルロッド |
円筒状のミル内にロッド、その他の原料を入れ、 ミルに振動を加えることで、媒体に運動を与え、粉砕する。 |
● | ● | ● | |||||||||
| 8 | 造粒 パン型造粒機 アイリッヒミキササー |
● | ● | ● | ||||||||||
| 9 | 粒選別 振動篩 (フィルター) |

|

|
● | ● | ● | ||||||||
| 10 | 材料粒を搬送 |

|

|
● | ● | ● | ||||||||
| 11 | 振動供給 | ● | ● | ● | ||||||||||
| 12 | 1次焼成 ロータリーキルン |
回転式の窯。原料の投入と処理を随時、かつ連続的に行います。 直径4 - 6m、長さ60 - 100m、傾斜3 - 4%、回転数2 - 4rpm、 内部の温度は、投入入口で400℃、 Flame(炎)部の最高温度は1,450℃に達する。 キルン内の原料は、ゆっくり回転しながら徐々に送られます。 ロータリーキルンの厚さは15 - 30mmの炭素鋼で出来ており、 内部は耐火煉瓦で内張りされています。 |

|

|
● | ● | ● | |||||||
| 13 | 冷却 スクリューコンベア |
原料を冷却しながら搬送します。 |

|

|
● | ● | ||||||||
| 14 | 貯蔵 鉄箱 |
搬送された原料を貯蔵します。 |

|
● | ● | |||||||||
| 15 | 荒粉砕 ローラーミル 粉砕機 |
ローラの遠心力による圧縮力と、 ローラ回転による剪断力が重なった、 擂り潰し摩砕作用によって、粉砕します。 粉砕された原料はエアにより吹き上げ、 分級されます。 |

|
● | ● | |||||||||
| 16 | 微粉砕 振動ミル |
ボールを中に入れて、振動を与える、微粉にする。 |

|
● | ||||||||||
| 17 | 異物除去 振動篩 |

|

|
● | ||||||||||
| 18 | 貯蔵 | 1屯のフレキシブルコンテナバックに貯蔵します。 |

|

|
● | ● | ||||||||
| 19 | 1次ロット調整 ナウターミキサー 3屯 |
1ロット内のバラつきを少なくする為に、 1ロットの原料をナウターミキサーで、攪拌調整します。 |

|
● | ● | |||||||||
| 20 | 材料検査 | 1ロットの、磁性粉原料を焼結体にし、 BHカーブで材料特性を検査します。 |
● | ● | ||||||||||
| 21 | ロット調整 | サイコロミキサー | ● | |||||||||||
| 22 | 2次ロット調整 ナウターミキサー 9屯 |
複数ロット内のバラつきを少なくする為に、 複数ロットの原料をナウターミキサーで、攪拌調整します。 |
● | ● | ||||||||||
| 23 | 材料検査 | 複数ロットが混ざった、磁性粉原料を焼結体にし、 BHカーブで材料特性を検査します。複数ロット内のバラつきを調整します。 |
● | ● | ||||||||||
| 茨城 | 生産係 | 主原料 | 24 | 原料貯蔵 |

|

|
● | ● | 粉状 | |||||
| 乾式 | 25 | 添加材 酌量配分 |
アルミかカルシウム、シリカ、炭酸カルシウムなどを、材質等級毎に、原料の配合比率を調合します。 |

|

|
|
● | ● | ||||||
| 26 | 湿式 磁場成型 |
湿式アトライターで1μ前後に微粉砕する。 湿式異方性はここのスラリー状になります。 |
|
|
|
|
● | ● | ||||||
| 27 | 脱水 シャープレス |
遠心分離機で、水と粉を分離し、押出機で脱水します。 |

|

|
● | ● | スラリー液状 | |||||||
| 28 | 乾燥 | コンベア上で、熱風乾燥させます。 |

|

|
● | ● | 粉体 | |||||||
| 混合 | 29 | 混合粉砕 ナウターミキサー |

|

|
● | ● | 顆粒 | |||||||
| 30 | 粉砕 | ミル装置を使用し、必要な粒度要件を満たす粉末に加工します。 |

|

|
● | ● | 粉末 顆粒 |
|||||||
| 31 | 混練 | 粉類を均一に混ぜ合わせます。 |

|
● | ● | |||||||||
| 32 | 造粒 | 顆粒状に造粒 |

|

|
● | |||||||||
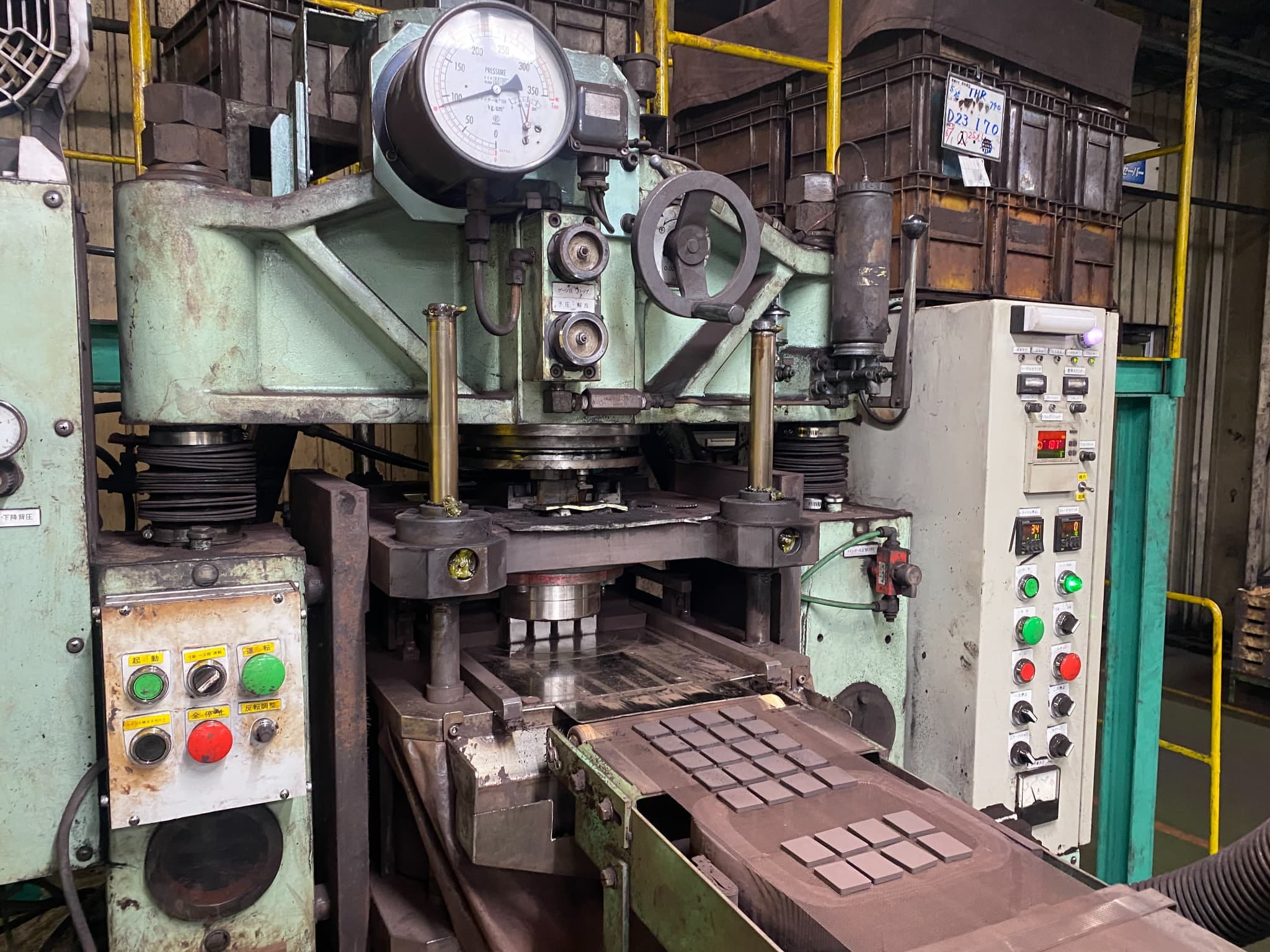
| 乾式 | 33 | 乾式 磁場成型 |
準備された粉末の重量を量り、成形プレス機器で磁場配向を取り、ブランクを形成します。 |

|
|
|
|
● | ● | ● | 硬体 | |||
| 湿式 | 34 | 湿式 磁場成型 |
● | |||||||||||
| 焼成課 | 焼成 | 35 | 匣鉢 | 成型後、匣鉢に配置します。 | ● | ● | ● | ● | ||||||
| 36 | 焼成 | 1300度 |

|

|
|
● | ● | ● | ● | |||||
| 37 | 自然冷却 | 常温迄放置 |

|

|
● | ● | ● | ● | ||||||
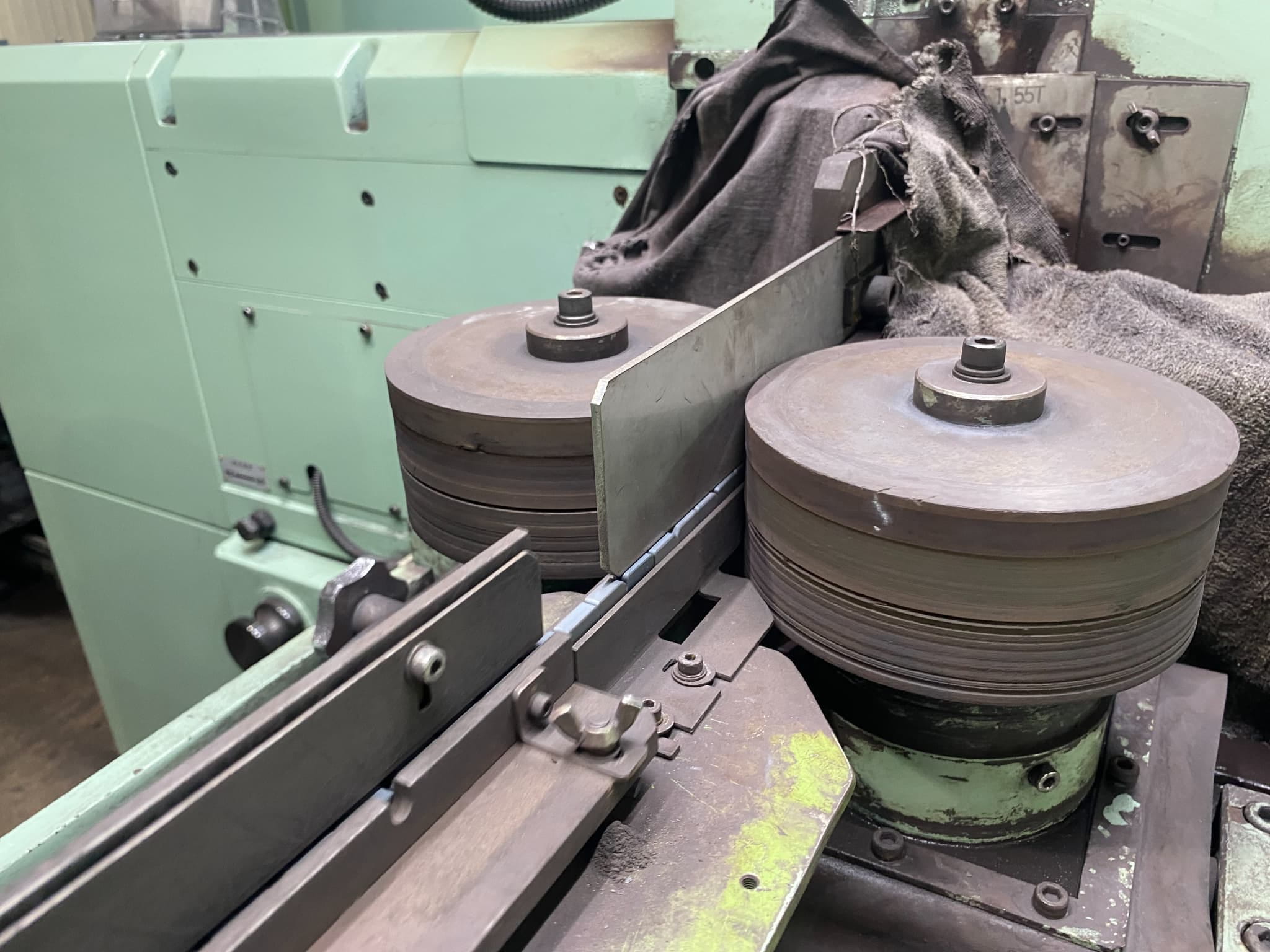
| 加工係 | 研磨 | 38 | 表面研削 | 径 精密ギャップ研削 表面 ダイヤモンドホイール研削 |

|
|
|
|
● | ● | ● | ● | ||
| 加工 | 39 | 面取研削 | 内径 面取り 外径 面取り |
● | ● | ● | ● | |||||||
| 40 | 切断機 カッティング |

|

|
● | ● | ● | ● | |||||||
| 洗浄 | 41 | 研磨カス 貯蔵タンク 排水回収 |

|
● | ● | ● | ● | |||||||
| 42 | 洗浄 |

|

|
|
|
● | ● | ● | ● | |||||
| 43 | 熱風ブロアー乾燥 ベーキング炉 |

|

|
● | ● | ● | ● | |||||||
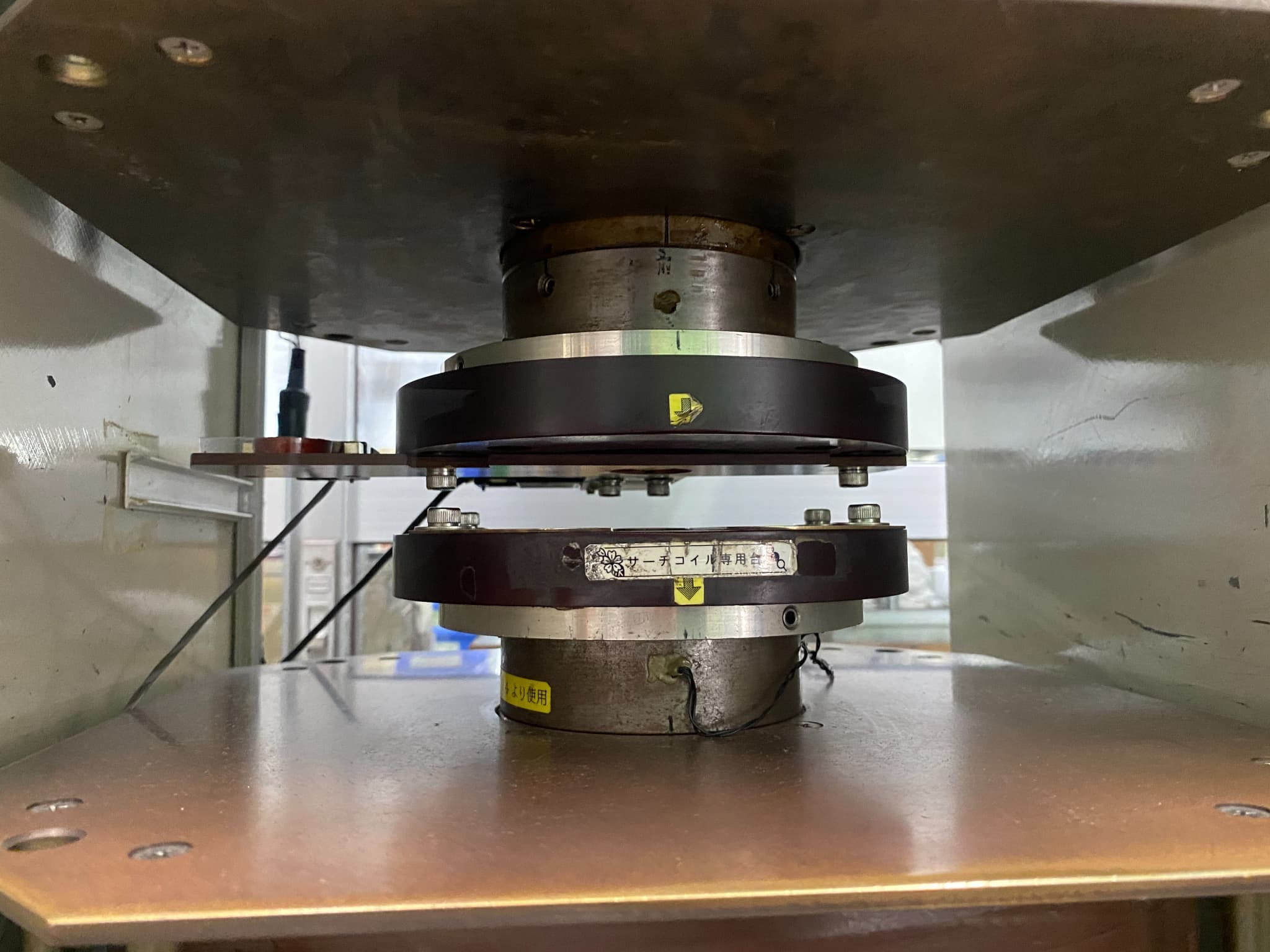
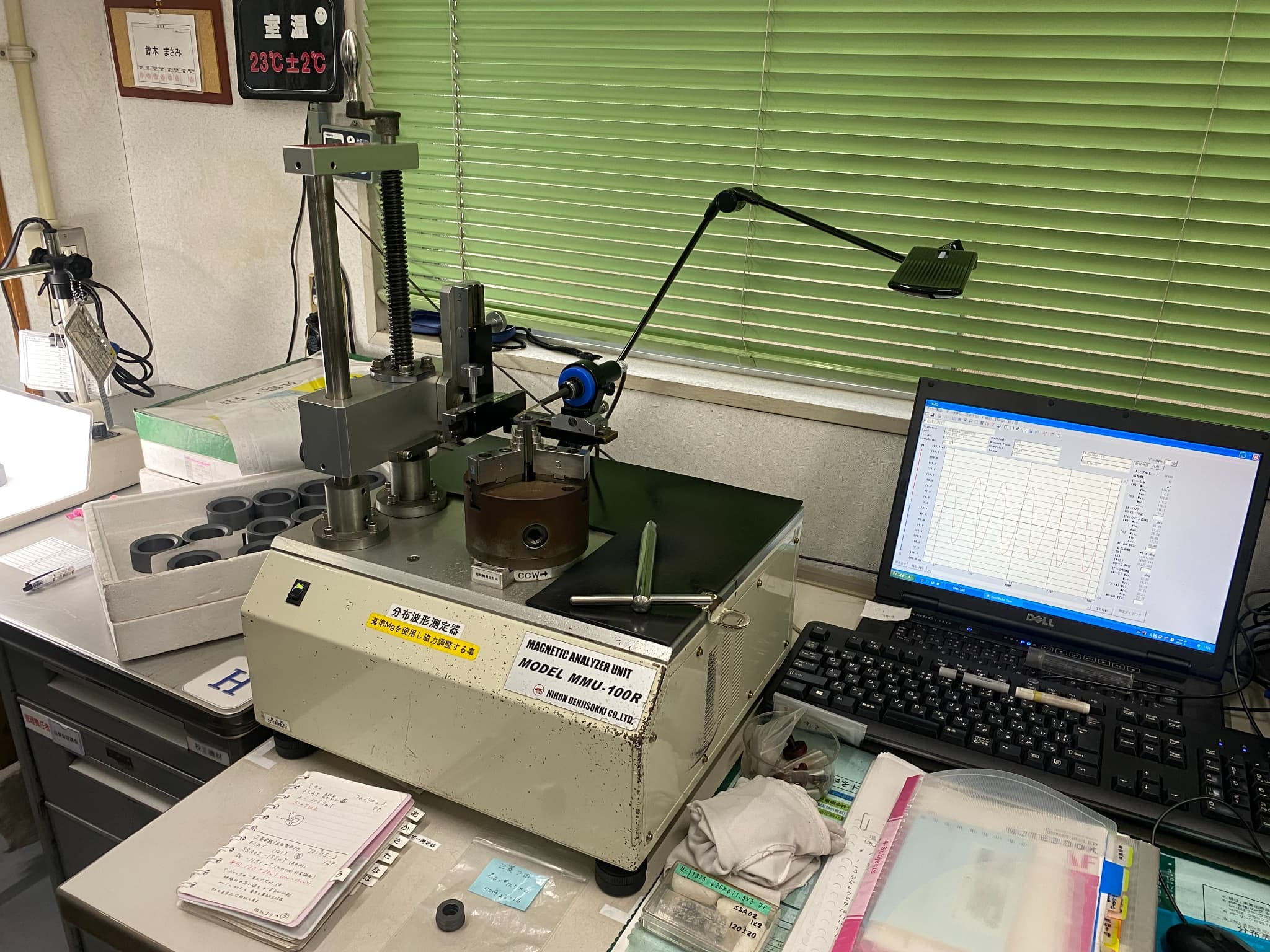
| 品質保証課 | 検査 | 44 | 磁場特性検査 BH-アナライザー |
焼結ブランクの磁気特性をサンプリング試験して、ブランクが材料性能要件を満たしているかどうかを確認します。 |

|
|
● | ● | ● | ● | 磁石 | |||
| 45 | 寸法検査 外観検査 |
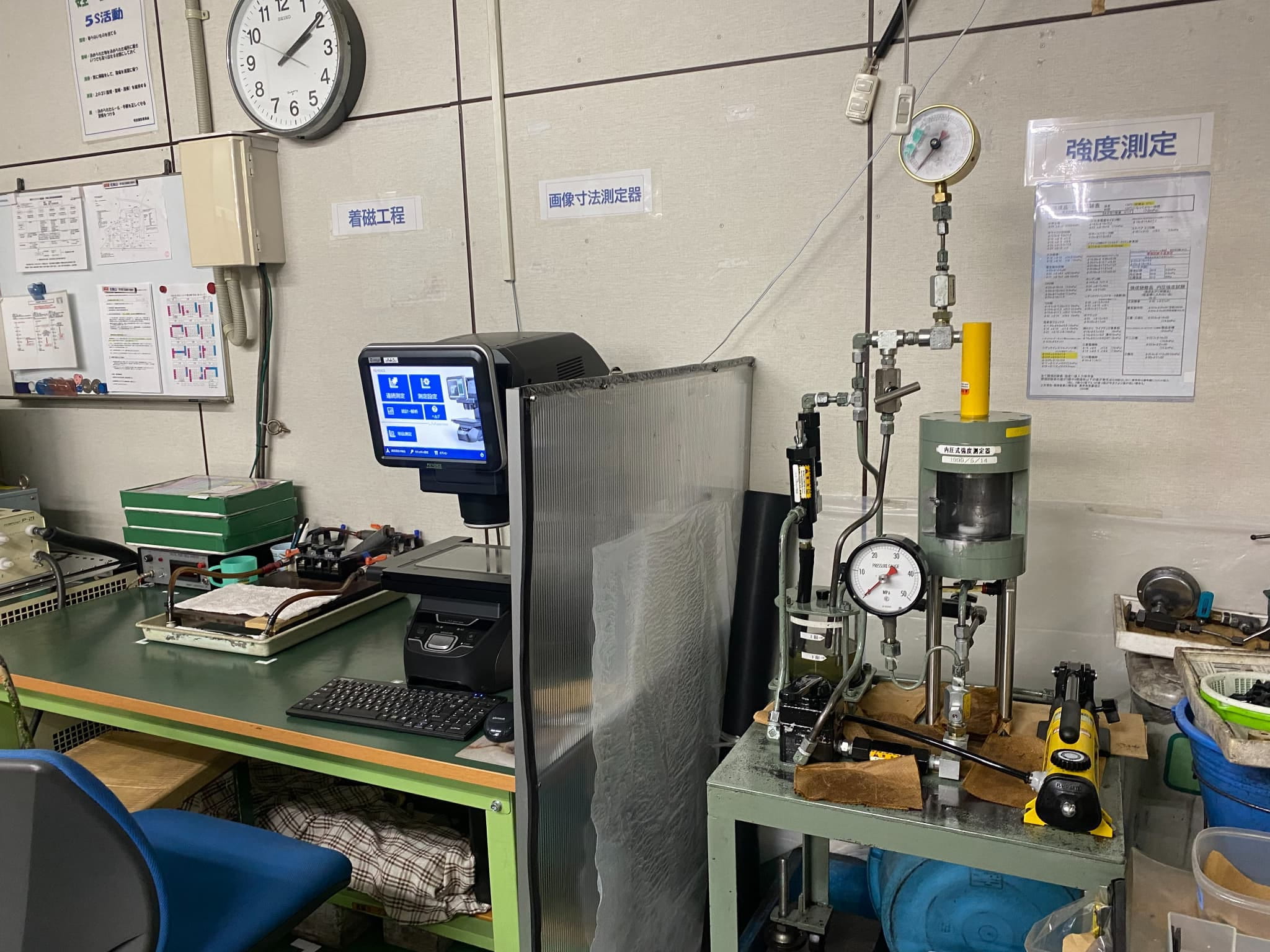
製品の寸法公差特性に応じ、マイクロメーターや三次元測定機、投影機、画像測定器などの検査機器を選定し、検査します。 |
|

|
● | ● | ● | ● | ||||||
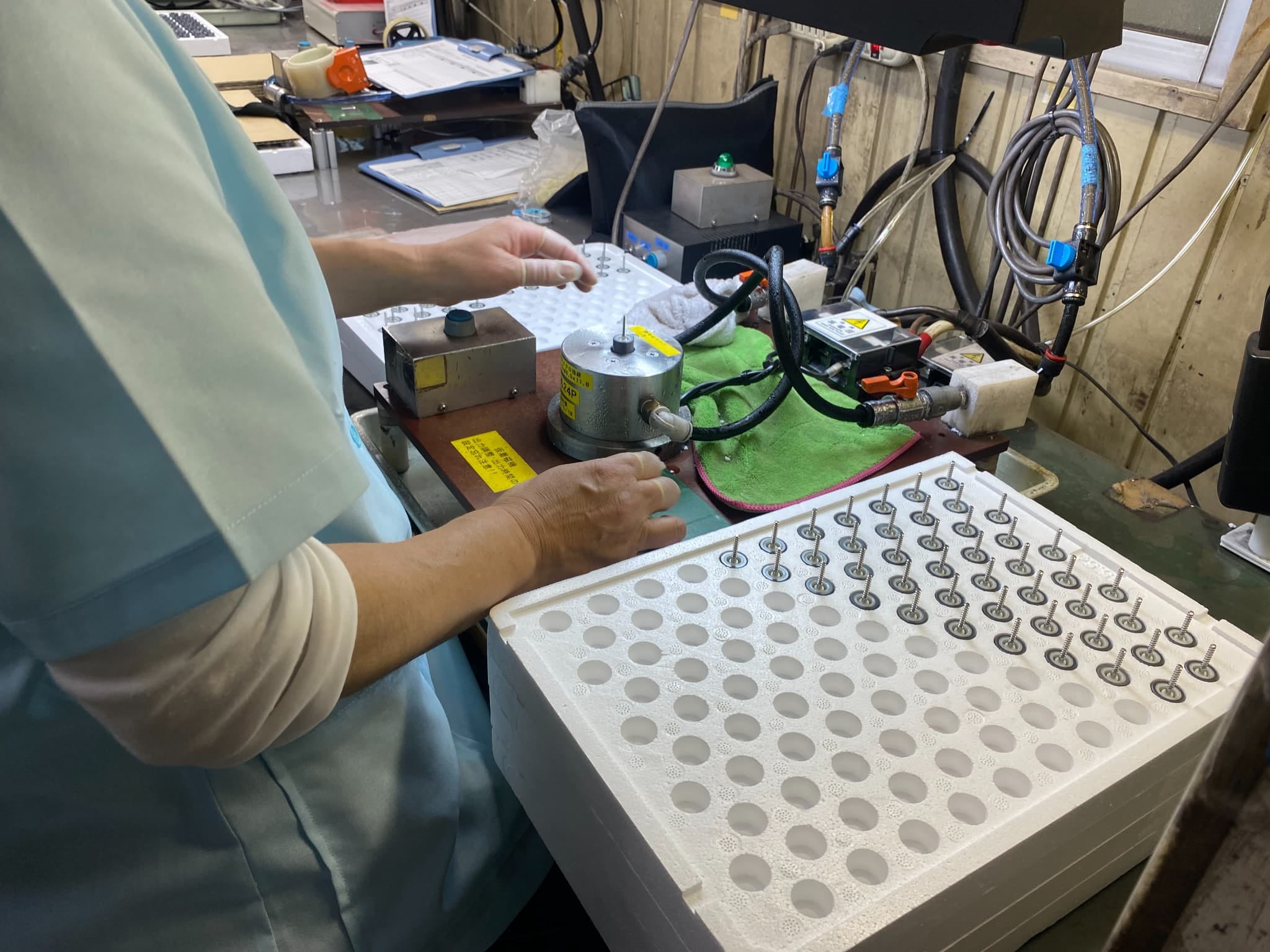
| 製品課 | 着磁 | 46 | 着磁 | 磁気特性、保持力に応じて、 着磁器の電圧を調整し、着磁します。 |

|
|
● | ● | ● | ● | ||||
| 品質保証課 | 検査 | 47 | 磁気特性検査 表面磁束密度 トータルフラックス |
着磁した製品を、テスラメーター、コイルなどの磁束計用いて、磁束密度を計測します。 |
|
|
● | ● | ● | ● | ||||
| 製品課 | 出荷 | 48 | 梱包出荷 | 磁気漏洩、耐衝撃、輸送要件を満たすよう、 梱包仕様に従い、梱包出荷致します。 |

|
● | ● | ● | ● | 製品 | ||||
| 本社 | 営業課 | 納品 | 49 | 製品をお届け。 | ● | ● | ● | ● | ||||||